





- サービスの特徴
- 生産工程
-
素材製作
後加工
砂型鋳造とは
-

- 鋳造とは
- 砂型鋳造とは
金属を溶かし固める鋳造技術
鋳造とは、製作したい製品の空洞部(型)に溶けた金属を流し込み、鋳物(いもの)をつくる技術です。
現在でも生産方法として広く利用されており、産業用途としては四輪、二輪関係や建設機、航空機などの部品に多く使用されており、身近なものだとスキレットのような調理器具や、マンホールの蓋などが挙げられます。形状表現の自由度が高い工法で、自動車のマニホールド部品に代表されるように、内部の空洞化が可能です。また、金型を使ったダイカスト工法は量産性も高く、金属部品のメジャーな製造方法として定着しています。

砂型鋳造とは?
砂を型に利用した砂型鋳造は古代からある加工方法で、鍋や鐘などをつくるために多く用いられてきました。型をつくる際、古くは山砂に水分を混ぜて押し固める工法で砂型にしていました。近年では樹脂材料の発達にともない、樹脂成分を1%
~2%砂に混ぜ、砂型を樹脂で硬化させています。また樹脂の硬化方法も様々で、自硬性砂型鋳造法では2液性の樹脂を反応させ硬化させます。他にも樹脂に炭酸ガスをかけ反応硬化させる
CO2法やアミンガスをかけて硬化させるコールドボックス法など様々な方法があります。
砂型鋳造は、砂の粗さを起因とした、表面のざらつきが弱点でしたが、近年は人工珪砂など粒子が細かくなっているため、外観面が格段に向上しました。
自硬性砂型鋳造の生産プロセス

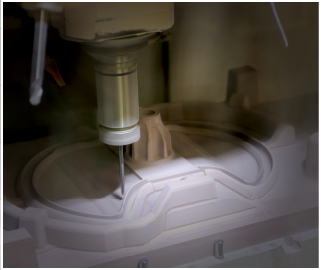
1. 木型製作
木型(きがた)とは製品の外観の検討や機能の確認のためにつくられるモデルや、鋳造の砂型を作成するための元型のことを指します。砂型で鋳造品を製造する場合、木型は製品づくりの原点と言っても過言ではありません。昔はノミやカンナを使い木材を加工してモデルを作っていましたが、近年ではケミカルウッドという、主にポリウレタンを使用し人工的に木材のような質感を表現した素材を用います。また発泡密度により、硬さや重さを選ぶことができる他、木材のように木目や節がなく安定した素材のため、切削性に優れています。
近年では木型はマシニングセンターで加工される事が多くなっておりますが、刃物の
R、継ぎ目などには手作業が必ず必要です。手作業とマシニングセンターとの調和により、短納期、高品質な木型の製造が可能になります。また本工程での鋳造法案の設計が鋳造品の品質を大きく左右します。

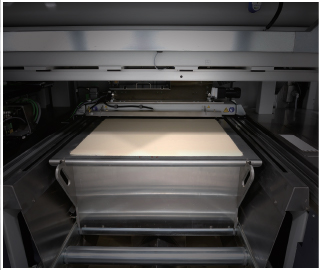
2. 砂型造型
砂型とは溶解した金属を流し込み、鋳造品を作るための型のことをいいます。砂型製作は前工程で製作した木型に粒子が整った人工の微粉砂を込めることで製品形状を反転した砂の鋳型になります。弊社で行っている自硬性砂型鋳造は、砂に樹脂と硬化剤を混ぜることで強度のある砂型をつくる工法です。このとき硬化に要する時間は小さい物で5分、大きいもので15分程度が目安となります。ただし硬化時間は製品形状や気温、湿度などによって変動するため注意が必要です。

3. 鋳込み
鋳込みとは金属を溶解し砂型に流し込むことです。流し込まれた金属は砂型の中に充填され、冷え固まることで製品の形状になります。鋳込み工程は鋳造品の内部品質を大きく左右する重要な工程となり、高品質な鋳造品を製作するためには適切な溶湯管理が必要となります。

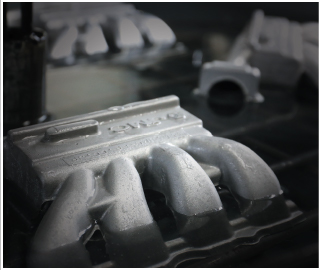
4. 仕上げ・熱処理・表面処理
仕上工程の最終段階で外観品質向上のためサンドブラストとショットブラストによる表面処理を行います。JMCではショットブラストの投射材に従来よりも細かい0.3mmのステンレスを用いることで、より優れた鋳肌を表現しています。また鋳造品では必要に応じて熱処理を行います。この処理を行うことで、強度・硬度や切削性を向上させることが可能です。ただし製品形状によっては歪が発生することがあり、その場合本来の形状を確保するための矯正作業が必要になります。この他にも後処理には含浸やアルマイトなどがあります。

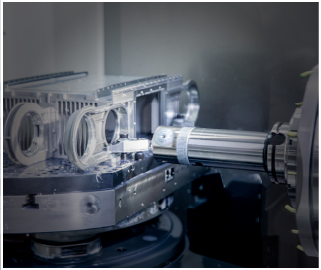
5. 追加工
図面に記載されている公差や面粗度など、鋳造では表現できない箇所には機械加工を施します。この点から鋳造は切削加工と対比される事がありますが、鋳造の優位性としては形状の自由度が挙げられます。ブロック材からの加工の場合、形状の制限や、加工機の制約があり、限定的な形状しか対応できません。 鋳造は鋳型に溶けた金属を流しこんで製造するため、鋳型をつくる事ができれば製品を作れるという事になります。可能なかぎり鋳造で形状を表現し、後の追加工の工数を最小限にする事が製品実現の近道だと言えます。
砂型鋳造とは


マグネシウムの砂型鋳造


さまざまな鋳造工法
